
Hydroxyphosphonoacetic Acid (HPAA)
HPAA (Hydroxyphosphonoacetic Acid) - High-performance corrosion inhibitor for industrial water treatment. Superior to HEDP and EDTMP, excellent for low-hardness waters, and enhances zinc compatibility.
HPAA (Hydroxyphosphonoacetic Acid) - High-performance corrosion inhibitor for industrial water treatment. Superior to HEDP and EDTMP, excellent for low-hardness waters, and enhances zinc compatibility.
Product Name: Hydroxyphosphonoacetic Acid (HPAA)
CAS Number: 23783-26-8
Molecular Formula: C₂H₅O₆P
Molecular Weight: 156 g/mol
Synonyms: 2-Hydroxyphosphonoacetic Acid; HPA; HPAA; 2-Hydroxy-2-phosphonoacetic acid
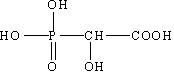
Hydroxyphosphonoacetic Acid (HPAA) is a high-performance organic phosphonic acid corrosion and scale inhibitor renowned for its exceptional chemical stability and superior corrosion inhibition properties. With remarkable resistance to hydrolysis and degradation under extreme pH conditions, HPAA offers reliable and safe operation while being environmentally friendly. Its unique molecular structure provides enhanced zinc solubility and demonstrates corrosion inhibition performance superior to traditional phosphonates such as HEDP and EDTMP. HPAA serves as an effective cathodic corrosion inhibitor, making it particularly suitable for low-hardness, corrosive water conditions typically found in southern regions.
Superior Corrosion Inhibition: Demonstrates better performance than HEDP and EDTMP in corrosion control
Excellent Chemical Stability: Resistant to hydrolysis and degradation under acidic and alkaline conditions
Enhanced Zinc Compatibility: Improves zinc salt solubility for synergistic corrosion protection
Environmental Safety: Non-toxic and environmentally friendly formulation
Broad Application Range: Effective in various water conditions, particularly low-hardness waters
Cathodic Protection: Serves as effective cathodic corrosion inhibitor for metal protection
Multi-Industry Compatibility: Suitable for diverse industrial water treatment applications
| Parameter | Specification |
|---|---|
| Appearance | Dark brown liquid |
| Solid Content, % | ≥ 50.0 |
| Total Phosphonic Acid (as PO₄³⁻), % | ≥ 25.0 |
| Phosphoric Acid (as PO₄³⁻), % | ≤ 1.50 |
| Density (20°C), g/cm³ | ≥ 1.30 |
| pH (1% aqueous solution) | 1.0-3.0 |
Specifications may vary between production batches. Please refer to the Certificate of Analysis for precise values.
HPAA is specifically engineered for demanding industrial applications:
Industrial Cooling Systems: Steel, petrochemical, power generation, and pharmaceutical industries
Low-Hardness Water Treatment: Particularly effective in southern region water conditions
Metal Protection: Cathodic corrosion inhibition for industrial equipment
Composite Formulations: Enhanced performance in combination with low molecular weight polymers
Zinc Synergistic Systems: Improved corrosion protection in zinc-containing formulations
General Water Treatment: Various industrial water treatment applications
HPAA demonstrates excellent performance when formulated with low molecular weight polymers and shows enhanced effectiveness when combined with zinc salts. Optimal dosage should be determined through testing based on specific water chemistry and system operating parameters.
Packaging: 25 kg and 200 kg plastic drums
Custom Packaging: Available upon request
Storage: Store in cool, dry, well-ventilated area in original sealed containers
Shelf Life: 12 months from production date when stored under recommended conditions
Handling: Protect from freezing and extreme temperatures
HPAA is an acidic substance. Appropriate personal protective equipment must be worn during handling, including chemical-resistant gloves and safety glasses. Avoid contact with skin, eyes, and clothing. In case of contact, immediately flush with plenty of water and seek medical attention if necessary. For comprehensive safety information, consult the Safety Data Sheet (SDS).
[ Safety Data Sheet (SDS)]
[ Technical Data Sheet (TDS)]
[ Certificate of Analysis (COA)]
Contact our technical team to request complete documentation package
Experience HPAA performance in your specific application. Contact us to request a complimentary sample and technical consultation.
Our team of water treatment specialists provides:
Customized formulation recommendations
Application-specific dosage guidance
Compatibility testing services
Technical consultation and troubleshooting support
Performance optimization services
Quality Assurance: All products undergo rigorous quality control testing to ensure consistent performance and reliability. Each batch is accompanied by a Certificate of Analysis guaranteeing specification compliance.
Regulatory Compliance: HPAA meets international standards for water treatment chemicals and environmental regulations.
Disclaimer: The information provided is based on current knowledge and believed to be accurate. Users should conduct appropriate testing to determine suitability for specific applications. All products are supplied subject to our standard terms and conditions of sale.

